TexFRon®: A new generation of BFRs for textile applications
TexFRon®: A new generation of BFRs for textile applications
In recent years, the global flame retardant market has been widely influenced by strict sustainability, environmental protection and public health policies, which have led to the increased restriction of FRs that leach into the environment or shed solid particles. As expected, these impactful policies are a driving force behind the development of safer and more sustainable flame retardants.
Like many other industries, the global textile industry relies on highly effective flame retardants to mitigate injury and property loss. Brominated flame retardants have long been known to be extremely effective – far more than phosphorus-based FRs, for example. Yet traditional BFRs such as decaBDE are now restricted for use in many industries – including the textile industry. The same can be said of certain traditional phosphorus-based flame retardants.
Introducing TexFRon®
Adhering to current sustainability and environmental regulations and legislation, ICL-IP has embraced the challenge of developing a new generation of brominated flame retardants for clothing and textile applications. The result is TexFRon® - a series of BFRs that includes TexFRon 9001, the FR acrylic binder TexFRon P and the low-melt polymeric TexFRon 4002. Additionally, the series includes two non-halogen flame retardants: TexFRon AG and TexFRon 5001. TexFRon 4002, TexFRon 5001 and TexFRon P are Oeko-Tex® certified.
The TexFRon® series was conceived as a result of an aspiration to replace decaBDE in textile applications, where its use is constrained. Launched in 2018, TexFRon® products currently replace decaBDE in a variety of textile market applications, including upholstery, curtains, protective apparel and adhesives.
The TexFRon® Approach to FR Durability
Flame retardants are frequently scrutinized for the migration of FR particles from the treated item to the environment. It is suggested that this occurs due to solid particle shedding or a phenomenon called leaching, where a flame retardant migrates from a treated fabric to an aqueous medium. High-quality binding between flame retardant and substrate fiber reduces these migration tendencies. This is known as flame retardant durability.
In general, high-performance durability can be achieved either by irreversible chemical bonding of the flame retardant molecules to the textile fiber polymer, or by using curable adhesives in topical treatments. The former usually involves a complicated, fiber type specific and costly process. The latter does not always provide enough resistance to in-use conditions such as laundry.
The TexFRon® series utilizes a different approach: By employing low-melt flame retardants that melt and flow into the fabric structure during typical thermal curing procedures at 180⁰C, the flame retardant particles' ability to self-bind to the substrate significantly improves. This results in demonstrable enhanced durability compared to traditional high-melt flame retardants.
A Clinical Evaluation
ICL-IP's flame retardant division conducted an evaluation of TexFRon® flame retardant durability and performance. The evaluation included a comparison between the following: TDCP, TCPP, TexFRon 4002 with antimony trioxide (ATO) as the synergist and a TexFRon 4002/TexFRon 5001/TexFRon AG combination referred to as the ATO free system.
The flame retardants were applied to the following fabrics:
- A 50%/50% knit cotton/polyester 205 grams/square meter (GSM) fabric (Fabric 1)
- A 100% knit polyester 215 GSM fabric (Fabric 2)
- A 50%/50% woven nylon/cotton (NYCO) 213 GSM fabric (Fabric 3)
The flame retardants were dispersed in water using appropriate wetting and dispersing agents. An acrylic binder was added. The test fabrics were padded, squeezed to obtain the desired pick-up, and then dried and cured.
The fabrics were tested for flame retardancy using ASTM D6413M-15 (vertical flame, 12 second ignition). Bromine (%Br), phosphorous (%P) and chlorine (%Cl) content in the treated fabrics was measured using Parr bomb combustion followed by titration/spectrophotometric methods. LOQ for bromine and chlorine detection was 1% and for phosphorous 0.1% w/w on sample weight.
The fabrics were laundered at 58⁰C using AATCC standardized home laundry conditions, and were evaluated before and after several laundry cycles.
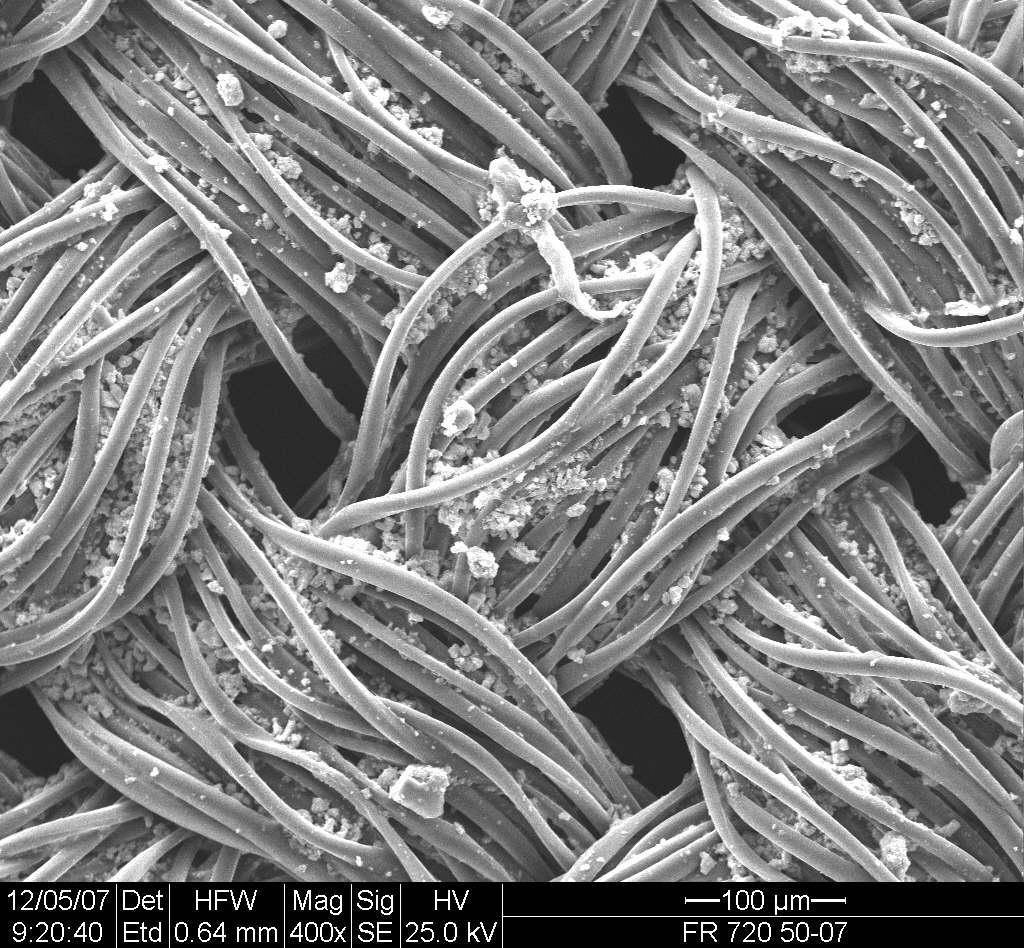
In addition, a 50/50 polyester/cotton fabric padded with a TexFRon 4002 formulation was imaged using a scanning electron microscope. Images were obtained before and after thermal curing.
The Results
1. TDCP and TCPP
Table 1 describes the flammability results for unlaundered and laundered fabrics treated with TDCP and TCPP. Total dry add-on on weight of fabric is given for each sample.
Table 1a. Fabrics Treated with TDCP
| Sample | add on % | AF | AG | CL | After 5 laundry cycles |
| 1 | 28.6 | BEL | BEL | ||
| 2 | 34.8 | BEL | BEL | ||
| 3 | 37.3 | 3 | 0 | 14.0 | BEL |
| 4 | 44.5 | 2 | 4 | 14.0 | BEL |
| 5 | 49.21 | 2 | 2 | 13.5 | BEL |
Table 1b. Fabrics Treated with TCPP
| Sample | add on % | AF | AG | CL | After 5 laundry cycles |
| 6 | 33.7 | BEL | BEL | ||
| 7 | 45 | 1 | 8 | 15.5 | BEL |
| 8 | 48.8 | 2 | 4 | 12.5 | BEL |
| 9 | 46.41 | 2 | 2 | 14.0 | BEL |
| 10 | 58.3 | 2 | 8 | 13.5 | BEL |
AF = After Flame (seconds)
AG= After Glow (seconds)
CL= Char Length (centimeters)
BEL= Burned Entire Length
2. TexFRon 4002 with ATO
Table 2 describes the flammability results for unlaundered and laundered fabrics with TexFron 4002 with ATO synergist.
Table 2. Fabrics treated with TexFRon/ ATO
| Sample | add on % | Before laundry | After 15 laundry cycles | ||||
| AF | AG | CL | AF | AG | CL | ||
| 11 | 31.8 | 1 | 78 | 14.5 | 1 | 80 | 15.0 |
| 12 | 34.8 | 1 | 65 | 14.5 | 1 | 78 | 16.5 |
| 13 | 36.4 | 0 | 58 | 15.0 | 0 | 56 | 14.5 |
| 14 | 33.3 | 0 | 89 | 16.0 | 0 | 86 | 16.5 |
| 15 | 27.8 | 0 | 138 | 15.0 | 0 | 58 | 14.5 |
| 16 | 26.9 | 2 | 148 | 15.0 | 2 | 85 | 14.8 |
| 17 | 24.8 | 2 | 118 | 15.5 | 2 | 54 | 14.5 |
3. TexFRon 4002 ATO Free System
Table 3 describes the flammability results for unlaundered and laundered fabrics treated with the TexFron ATO free system. Total dry add-on on weight of fabric is given for each sample.
Table 3. Fabrics treated with TexFRon ATO free system.
| Sample | add on % | Before laundry | After 15 laundry cycles | ||||
| AF | AG | CL | AF | AG | CL | ||
| 18 | 37.4 | 0 | 0 | 14.5 | 0 | 0 | 14.0 |
| 19 | 38.9 | 0 | 0 | 13.9 | 0 | 0 | 13.5 |
| 20 | 35.8 | 0 | 0 | 13.5 | 0 | 0 | 14.0 |
| 21 | 43.7 | 0 | 0 | 13.5 | 0 | 0 | 14.0 |
| 22 | 45.5 | 0 | 0 | 15.0 | 0 | 0 | 16.0 |
| 23 | 49.6 | 0 | 0 | 10.0 | 0 | 0 | 10.0 |
4. Table 4 describes the results obtained from analysis of phosphorous and bromine or chlorine content wt/wt of the treated test fabrics before and after laundry.
Table 4. Analytical results of the treated test fabrics before and after laundry.
| Fabric # | FR | Laundrycycles | %BrBefore laundry | %BrAfter laundries | %PBefore laundry | %PAfter laundries | %ClBefore laundry | %ClAfter laundries |
| 10 | TCPP | 5 | 3.1 | 0.35 | 11 | <1 | ||
| 9 | TCPP | 5 | 2.8 | <0.1 | 9 | <1 | ||
| 3 | TDCP | 5 | 2.0 | 0.33 | 14 | 2 | ||
| 5 | TDCP | 5 | 1.9 | 0.14 | 13 | 1 | ||
| 12 | TexFRon 4002+ATO | 15 | 8 | 8 | ||||
| 13 | TexFRon 4002+ATO | 15 | 8 | 8 | ||||
| 18 | ATO FREE (TexFRon 4002+ 5001+AG) | 15 | 7 | 7 | 1.3 | 1.1 | ||
| 19 | ATO FREE (TexFRon 4002+ 5001+AG) | 15 | 7 | 7 | 1.0 | 1.0 | ||
| 20 | ATO FREE (TexFRon 4002+ 5001+AG) | 15 | 7 | 7 | 1.2 | 1.1 |
Figure 1. SEM micrograph of fabric treated with TexFRon® 4002, before and after thermal curing.

Summary and Conclusions
The purpose of the evaluation was to compare the wash durability of fabrics topically treated with TDCP and TCPP with the durability of a next-generation brominated flame retardant. The TexFRon® 4002 based flame retardant finishes performed well in durability tests, as quantified in the analytical determination of the loss of bromine during laundry. Compared to the traditional phosphorus FRs, no measurable loss of flame retardant during laundry or decrease in flammability performance after repeated laundry cycles were recorded. The phosphorus component of the TexFRon® 4002 ATO free system was also better retained.
In contrast, TDCP and TCPP demonstrated very low durability to laundry. Most of the flame retardant leached to the laundry water. This is indicated by the reduced flame retardancy after laundry and is quantified in the analytical determination of the loss of phosphorous and chlorine during laundry.
The melt flow and intimate adhesion created between the textile fibers and the low-melt flame retardant are effectively illustrated in the electron microscope micrographs.
Brominated Flame Retardants for a Sustainable Future
TexFRon® joins a long list of products and solutions developed by ICL-IP, which use R&D innovation as a springboard for better industrial sustainability.
Since its inception, ICL-IP's flame retardant division has become extremely confident in TexFRon's ability to act as a better alternative to traditional flame retardants for fabrics, which are no longer compliant with current environmental and public safety policies. The study results exhibited in this article – as well as a flourishing track record in the textile market – demonstrate that TexFRon® is living up to its promise.
For more information on TexFRon® and our diverse flame retardant portfolio, please contact omer.mizrahi@icl-group.com.
We would love to hear from you!
